Premium 28″ electric actuated butterfly valve (DN700) with 150# pressure rating. Features bidirectional disc design, PTFE/N06625 renewable seat, and Monel K500 stem. Supplied with Rotork IQ20F14B4 actuator. Built to API 609 and ASME B16.34 standards
SKU – BV12OEP-71 Bubble tight shut-off to ANSI Class 150 Standards Long stem design allows for 2” insulation minimum Valve Face-to-face dimensions comply with API 609 & MSS-SP-68 Designed to be installed between ASME/ANSI B16.5 Flanges Completely assembled and tested, ready for installation Tees comply with ASME/ANSI B16.1 Class 125 Flanges Application These valves are…
SKU – BV89OEP-24 Application Valve is designed for use in ANSI flanged piping systems to meet the needs of bi-directional high flow HVAC hydronic applications with 0% leakage. Typical applications include cooling tower bypass, primary flow change-over systems, and large air handler coil control. Jobsite Note Valve assembly should be stored in a weather protected…
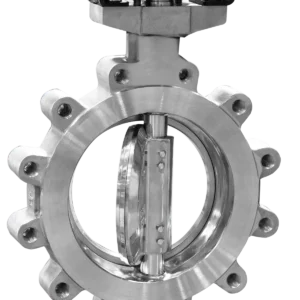
SKU – BV89OEP-45 Application Valve is designed for use in ANSI flanged piping systems to meet the needs of bi-directional high flow HVAC hydronic applications with 0% leakage. Typical applications include cooling tower bypass, primary flow change-over systems, and large air handler coil control. Jobsite Note Valve assembly should be stored in a weather protected…
Check valves are essential components used to allow the flow of media in only one direction, preventing backflow in piping systems. Designed with a wide range of configurations, they are commonly used in industries such as water treatment, oil and gas, and chemical processing, where ensuring that fluid flows in a single direction is critical for system efficiency and safety. These valves are available in multiple sizes, pressure ranges, and materials, making them versatile solutions for various applications.
Check valves can feature different trims, including swing, piston, or needle types, depending on the specific requirements of the application. Available in flanged, welded, or threaded ends, they can be installed in diverse systems, offering flexibility in both design and installation.
Floating ball valves are widely used in industries for efficient flow control and shut-off applications. These valves feature a ball that is suspended and free to move inside the valve body, supported by the valve seats. When pressure is applied, the ball is pushed against the downstream seat, creating a tight seal. Known for their reliability, compact design, and ease of operation, floating ball valves are ideal for handling a variety of fluids and gases in both low and high-pressure systems.
Gate valves are highly reliable flow control solutions designed for complete shutoff in industrial applications. They operate by lifting a gate to allow fluid flow or lowering it to block flow entirely. Engineered for durability and efficient performance, these valves meet stringent industry standards and are available in various sizes, pressure ranges, and materials to suit diverse operational requirements.
Globe valves are essential for regulating flow in pipelines and are widely used in various industrial applications. Known for their ability to precisely control the flow of liquids and gases, globe valves offer a reliable and effective solution for applications requiring frequent adjustments. These valves feature a design that allows for easy modification of the flow rate, making them ideal for throttling and regulating operations.
Engineered for both durability and efficiency, globe valves are available in a wide range of sizes, pressure ratings, and materials to meet the demands of a variety of industries. Whether used in high-pressure environments or for more precise flow control, these valves provide long-lasting performance and reliability.
The Cameron Type FLS Hydraulic Gate Valve is engineered for high-pressure fracturing operations, offering superior performance, sealing reliability, and durability under tough oilfield conditions.
Plug valves are designed for controlling the flow of liquids, gases, and other substances in industrial pipelines. These valves feature a rotating plug mechanism that provides reliable sealing and flow control. Plug valves are used in a variety of applications including oil and gas, water treatment, and chemical processing. Available in lubricated and non-lubricated options, they offer flexibility depending on the specific requirements of your application.
Strainers and filters are essential for removing debris and impurities from liquids and gases in various industrial applications. Whether you’re working with water, chemicals, or oil, these devices help maintain system efficiency by preventing clogging and damage to pumps, valves, and other equipment.
Three-Way Ball Valves are versatile solutions for managing complex fluid flow. They are designed to divert, mix, or isolate flow in industrial applications. Available in L-port or T-port configurations, these valves provide efficient flow control with 90° or 120° routing. Engineered for reliability and long service life, they meet stringent industry standards and are customizable for a wide range of pressure and temperature conditions.
Triple offset butterfly valve built for high-pressure, zero-leakage systems. Features metal seat, bidirectional flow, and precision-aligned disc. Ideal for oil & gas, petrochemical, and marine industries.
API 6D trunnion mounted ball valve for high-pressure systems. Features low operating torque, double block and bleed, and fire-safe design. Suitable for oil & gas, petrochemical, and refinery applications.
Trunnion Mounted Ball Valves are designed to handle high-pressure and large-scale operations, offering exceptional precision and reduced operational torque. Built with robust materials and customizable configurations, they are ideal for fluid and gas control in demanding environments, ensuring long-term durability and reliability.
Valve actuators are essential components in various industrial applications, responsible for automating the opening and closing of valves. Depending on the system’s requirements, actuators can be pneumatic, electric, or hydraulic, each offering unique benefits for different environments.
Pneumatic Actuators: Powered by compressed air, these actuators provide quick and precise control, making them ideal for applications where speed and reliability are crucial. Pneumatic actuators are commonly used in environments where high torque and fast response times are needed.
Electric Actuators: These actuators are powered by electricity, offering a reliable and cost-effective solution for precise control of valves. Electric actuators are known for their energy efficiency, easy integration with automated control systems, and ability to operate in various industrial environments.
Hydraulic Actuators: Powered by pressurized fluid, hydraulic actuators deliver high force and are best suited for applications that require significant torque to operate large valves. They are commonly used in industries such as oil and gas, where high-pressure systems are prevalent.
These actuators can be selected based on the size, type of valve, application, and the energy source available. Their versatility makes them integral in industries like water treatment, oil and gas, manufacturing, and chemical processing, ensuring smooth, automated operations.
In order to provide you a personalized shopping experience, our site uses cookies. By continuing to use this site, you are agreeing to our cookie policy.




![BV89OEP-45-BUTTERFLY VALVE [2 WAY]-for industrial use](https://geotechsynergy.com/wp-content/uploads/2025/01/Capture-5-1-2.png)

![BV89OEP-45" BUTTERFLY VALVE [2 WAY]](https://geotechsynergy.com/wp-content/uploads/2025/01/Capture-2-1.png)